The Definition of RAL Standards
RAL stands for Reichsausschuss für Lieferbedingungen. This German system defines colors for coatings and plastics. Engineers use this standard to ensure color accuracy across different manufacturing sites. The RAL Classic collection serves as the industry standard for windows and doors. This collection includes 216 colors. Each color has a unique four digit code. The first digit represents the basic color group. Number 1 represents yellow. Number 7 represents grey. Number 9 represents white and black. This system removes confusion during the specification phase of a project.
Powder Coating Mechanics
Aluminum window profiles receive color through powder coating. This process uses an electrostatic charge to apply dry powder to the metal. The powder consists of polyester resins and pigments. The window profile travels through a spray booth. The spray guns give the powder a positive charge. The aluminum profile has a negative charge. This attraction creates an even layer of powder across the entire surface. The profile then enters an oven. The oven heats the metal to 200 degrees Celsius. This heat melts the powder. The liquid powder flows and bonds to the aluminum. This chemical reaction creates a hard and durable finish. This finish resists scratches and weather damage.
Surface Pretreatment Protocol
Success depends on surface preparation. The aluminum must be clean. Technicians use acidic or alkaline baths to remove grease and oxidation. This step ensures the coating sticks to the metal. Chromium-free conversion coatings provide a base layer for the powder. This layer prevents corrosion under the paint. Poor cleaning leads to paint peeling. This failure is called delamination. Professional coaters follow Qualicoat standards to prevent these issues.
Gloss Levels and Visual Texture
RAL colors come in different gloss levels. Gloss levels affect how light reflects off the window frame. A high gloss finish reflects 80 percent of light. A satin finish reflects 30 percent of light. A matt finish reflects 10 percent of light. Most modern windows use a matt finish. This hides small marks and provides a modern look. Texture also matters. Fine texture finishes use specialized powders. These powders create a slightly rough surface. This surface resists fingerprints and scratches better than smooth finishes. Texture affects the perceived color. A textured RAL 7016 might look slightly different than a smooth RAL 7016.
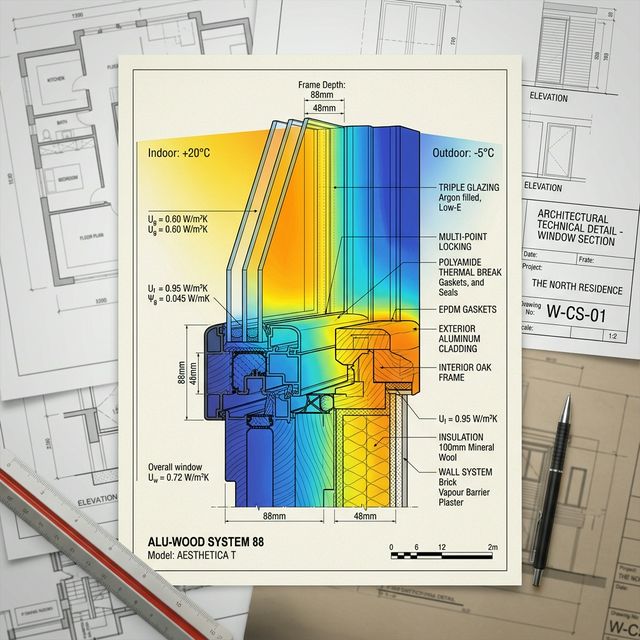
Thermal Physics and Solar Absorption
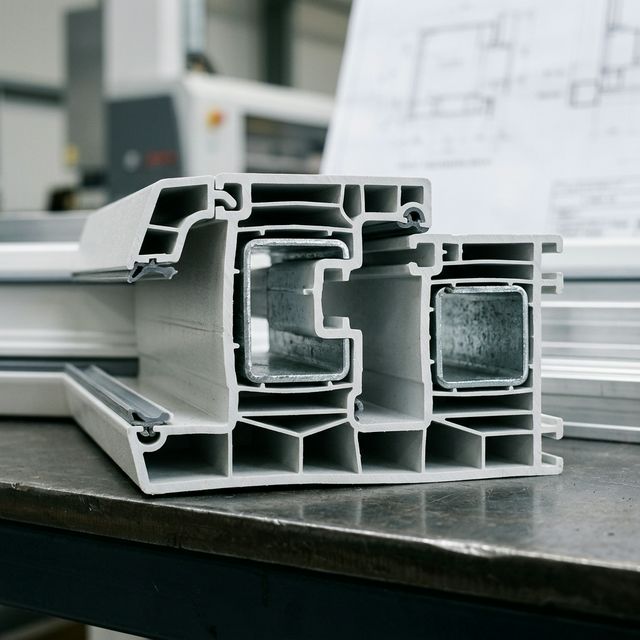
Color choice changes the temperature of the window profile. Dark colors absorb more solar energy. RAL 9016 white reflects most sunlight. RAL 7016 anthracite grey absorbs a high percentage of solar radiation. This absorption increases the temperature of the aluminum. On a hot day, a dark frame can reach 80 degrees Celsius. This heat causes the aluminum to expand. This process is called linear thermal expansion. Aluminum expands about 2.3 millimeters per meter for every 100 degrees of temperature change. Engineers must account for this movement. Darker windows require larger expansion joints. Darker windows also put more stress on the thermal break. The thermal break is the plastic strip between the inner and outer aluminum profiles. High temperatures can cause the profile to bow. This bowing is known as the bi-metal effect. Proper design reduces this stress.
Durability and Environmental Exposure
UV radiation breaks down paint over time. This leads to fading and loss of gloss. This process is called chalking. Polyester powders provide good UV resistance. Some projects require higher durability. These projects use Super Durable powders. These powders meet AAMA 2604 or AAMA 2605 standards. These coatings survive harsh sun and salt air for many years. Marine environments require special protection. Windows near the ocean need a thicker coating. This coating is often 60 to 80 microns thick. Seaside projects also need pre-anodization. This process adds an extra layer of protection against salt corrosion.
The Cross Hatch Test
Technicians check coating quality with a cross hatch test. The technician cuts a grid into the paint. The cuts go down to the metal substrate. The technician applies a specific tape over the grid. The technician then pulls the tape away quickly. If the paint stays on the metal, the adhesion is good. If the paint pulls away, the coating is weak. This test ensures the window will not peel in the field.
Maintenance Requirements
RAL coated windows need regular cleaning. Dirt and salt can damage the finish. Use water and a pH neutral soap. Do not use abrasive pads. Abrasive pads scratch the coating. Do not use harsh chemicals. Harsh chemicals can change the color of the RAL finish. Clean the windows every six months in normal areas. Clean the windows every three months in coastal or industrial areas. Proper cleaning maintains the warranty. Most manufacturers require a log of cleaning activities.
Comparing RAL to Anodizing
Anodizing is different from RAL powder coating. Anodizing is an electrochemical process. This process converts the aluminum surface into aluminum oxide. This layer is very hard. This layer cannot peel. However, anodizing has fewer color options. Powder coating offers thousands of RAL colors. Powder coating also provides better color consistency between different metal batches. Most commercial projects choose powder coating for this reason.
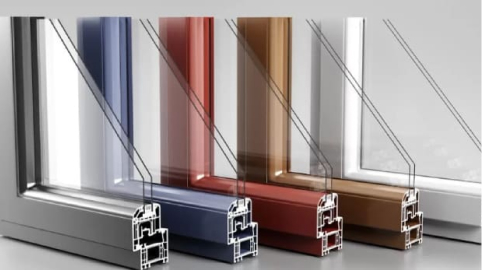
Specific RAL Recommendations
Architects often choose RAL 7016 for modern homes. This color is called Anthracite Grey. RAL 9005 Jet Black is also popular. These colors create a thin frame look. RAL 9010 Pure White is the standard for classic styles. RAL 7021 Black Grey provides a softer look than pure black. Selecting a standard RAL color makes repairs easier. If a frame gets scratched, a matching touch up pen is easy to find.
The Impact of Micron Thickness
Micron thickness measures the depth of the paint. One micron is one thousandth of a millimeter. Standard window coatings range from 60 to 80 microns. Thinner coatings might show the metal underneath. Thicker coatings can become brittle. Brittle coatings crack more easily. Proper calibration of the spray equipment ensures the correct thickness. Quality control teams use magnetic or eddy current gauges to measure this thickness during production.